Donnerstag, 09 Dezember 2021
Für optimierte NC-Programme und reduzierte Zykluszeiten: Fertiger von Kunststoffspritzguss-Werkzeugen stellte Softwaremodul Vericut Force auf den Prüfstand
Da ist sich die Fachwelt einig: Von allen Fertigungsbereichen gehört der Kunststoffspritzguss-Formenbau zu den anspruchsvollsten. Die Materialien sind typischerweise hart, die Geometrien recht komplex, die Toleranzen überaus eng. Bei zu fertigenden Mehrkavitäten-Werkzeugen, die oft für Zehn- oder sogar Hunderttausende US-Dollar verkauft werden, steht enorm viel auf dem Spiel. Daher benötigen Unternehmen, die in diesem Bereich konkurrieren, das Beste an Menschen, Software, Werkzeugen und Maschinen.
Niemand weiß das besser als die Mitarbeiter von iMFLUX Inc., einem in Hamilton (USA/Ohio) ansässigen Unternehmen für Formenbau. iMFLUX ist eine hundertprozentige Tochtergesellschaft des multinationalen Konsumgüterkonzerns Procter and Gamble. In jahrelangen intensiven Bemühungen hat das Team dort nicht nur eine patentrechtlich geschützte Prozessleittechnologie entwickelt, die die Ergebnisse von Spritzgießvorgängen deutlich verbessert. iMFLUX hat auch einen leistungsfähigen, weitgehend automatisierten Formenbau auf die Beine gestellt.
Immer auf der Suche nach mehr Fertigungseffizienz, hat iMFLUX kürzlich erst eine neue Technologie evaluiert, um die Zerspanungsraten in der Produktion zu erhöhen. Dabei handelte es sich nicht um ein Hightech-Automatisierungssystem oder ein Nullpunktspannsystem (all das ist bereits vorhanden), sondern um ein Softwaremodul, das Berichten zufolge die Zykluszeiten um bis zu 50 % oder mehr verkürzt und gleichzeitig die Werkzeugstandzeiten und die Teilequalität erhöht. Der Name? Vericut Force von CGTech. Dem Entwickler von Vericut, Software-Industriestandard bei Simulation, Verifikation und Optimierung von CNC-Programmen.
Gut gerüstet
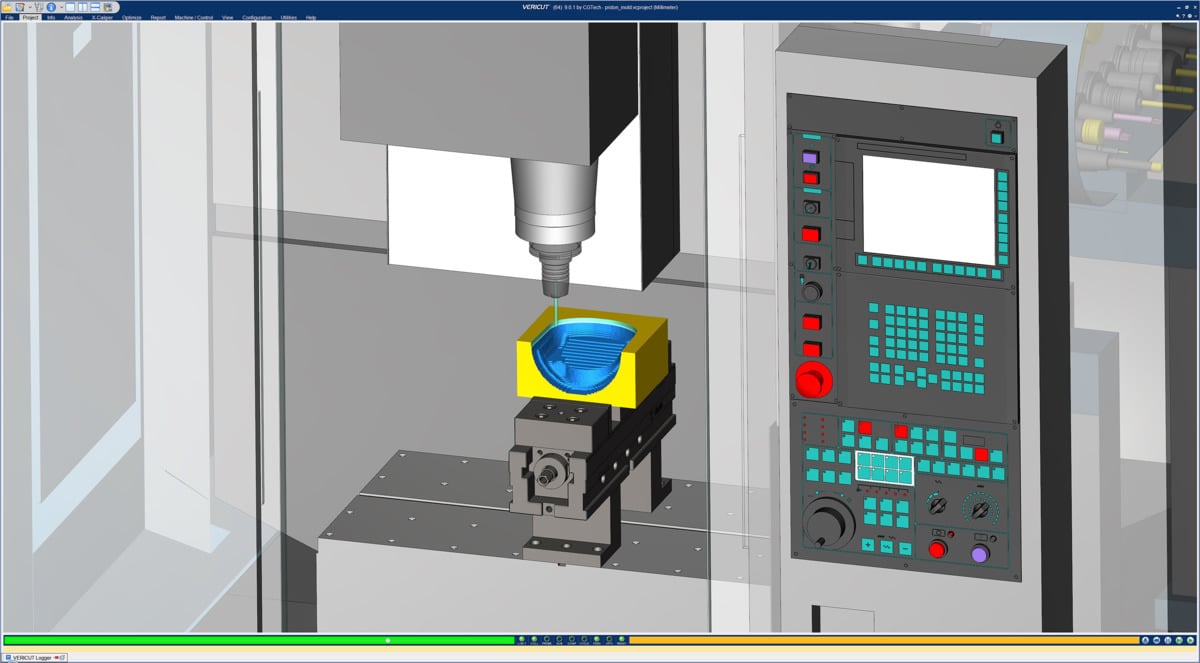
Die iMFLUX-Fertigung verfügt über einen beeindruckenden CNC-Maschinenpark. Das Prototyping- und Low-Volume-Segment arbeitet mit Bearbeitungszentren von OKK und Hurco; die meisten davon ermöglichen eine vier- oder fünfachsige Bearbeitung. Die EDM-Abteilung greift zurück auf Draht- und Senkerosionsmaschinen von Makino, die größte davon mit einem Z-Achsen-Verfahrweg von rund 50 Zentimetern. Automatisierte Koordinatenmesstechnik und Bildverarbeitungssysteme von Hexagon und Micro-Vu sind in der Fertigung strategisch positioniert. Alle Maschinen und Anlagen sind in zellenartigen Strukturen für größtmögliche Effizienz angeordnet.
Das Herzstück der iMFLUX-Produktion ist eine automatisierte Fertigungslinie, bestückt mit Makino V33i Fünf-Achs-Bearbeitungszentren (20.000-30.000 U/min), Dual-Waschstationen und automatisierter Koordinatenmesstechnik – versorgt von einem Erowa Linearroboter (Beladegerät zur Bestückung von Bearbeitungszentren). „Das System handelt bis zu 700 Werkstücke, die – montiert auf Nullpunktspannsystemen – zu jeder Station transportiert werden können", sagt Erik Morgan, verantwortlich für die KV-Prozesse im Hause (kontinuierliche Verbesserung) und Leiter der Weiterbildung. „Zwei der Makinos sind reine Graphitbearbeitungszentren, verantwortlich für die Bearbeitung von 6.000 bis 7.000 Elektroden pro Jahr."
Formenbau erfordert jedoch mehr als gutes Equipment. Der Programmierer Jonathan Edwards weist auf einen Aspekt hin, der iMFLUX von anderen Formenbauern unterscheidet – seine Mitarbeiter. „Ich habe im Laufe der Jahre in vielen Fertigungen gearbeitet. Die hier ist die einzige, in der ich jeden Maschinenbediener mit seinem eigenen Computerarbeitsplatz und einer kompletten Suite Programmiersoftware gesehen habe", erläutert er. „Zugegeben: Wir kontrollieren, was programmiert werden kann und von wem, aber da wir eine nahezu papierlose Fertigung haben und alle Informationen aus dem CAM-System stammen, ist es wichtig, dass auch jeder Zugriff hat."
Damals und heute „State of the art“
Zugang haben die iMFLUX-Experten auch zu Vericut. Vor fünf Jahren investierte das Unternehmen in die bekannte CNC-Simulations- und Optimierungssoftware. Aufgrund enger Zeitfenster im Zuge der Abspaltung des Unternehmens von Procter and Gamble und dem anschließenden, schnellen Wachstum aber wurde Vericut noch nicht so eingeführt wie zunächst geplant. Wie Fertigungs-Ingenieur Gary Bare erörtert, änderte sich das Anfang 2020, als er sich mit Kollegen darauf verständigte, dass Simulation zukünftig eine Schlüsselrolle in den Bearbeitungsprozessen spielen solle.
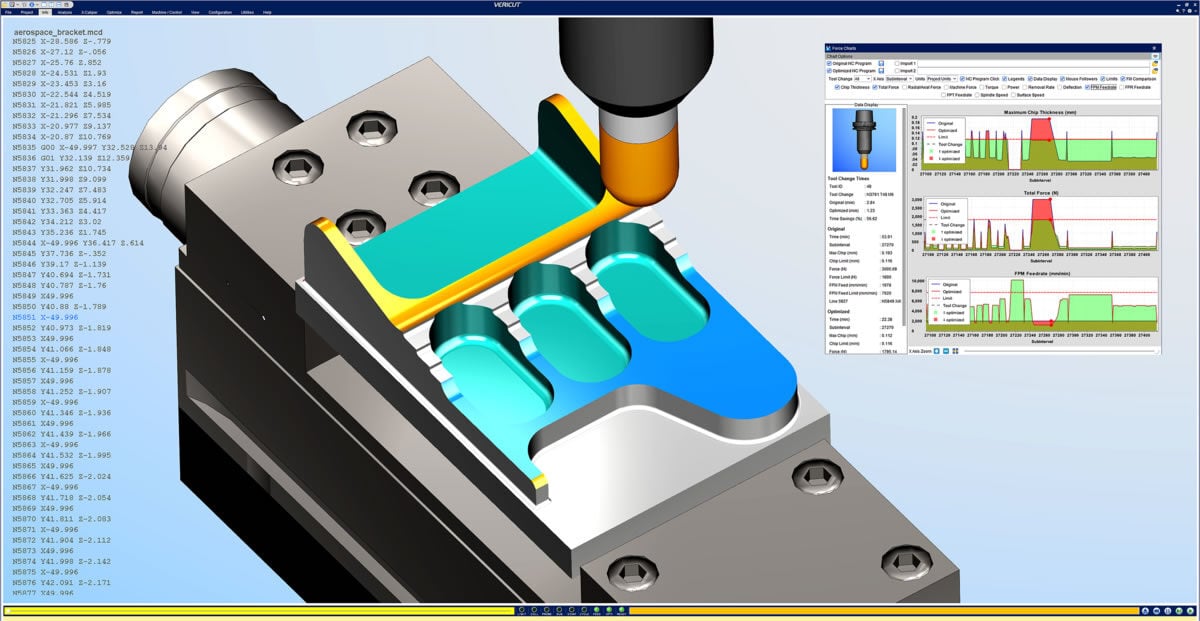
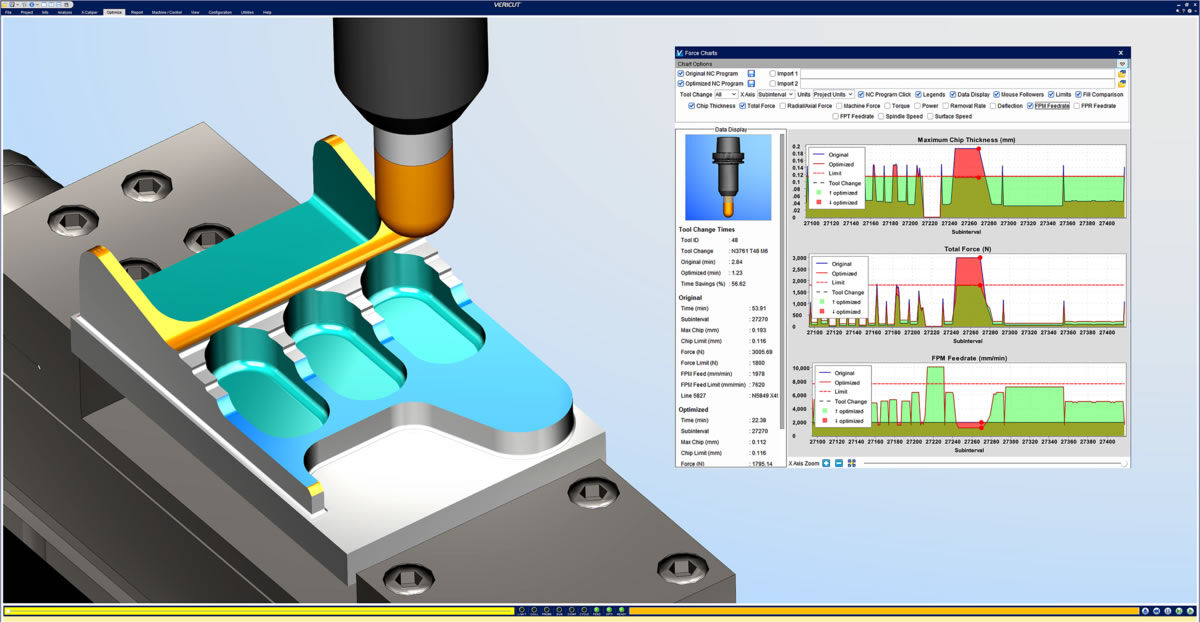
Ein Faktor, der bei dieser Entscheidung eine wichtige Rolle spielte, war die Entwicklung von Vericut Force. Vericut Force von CGTech ist ein auf Physik basierendes Softwaremodul zur NC-Programmoptimierung, das Schnittbedingungen während des gesamten NC-Programmbetriebs analysiert und optimiert. Vericut Force liefert das effektivste NC-Programm für das jeweilige Material, das Schneidwerkzeug und die Bearbeitungsbedingungen. Das Ergebnis sind erheblich reduzierte Zykluszeiten und eine verbesserte Lebensdauer der Maschinen mit erhöhten Werkzeugstandzeiten. Programmierer Jonathan Edwards und der Rest des Leitungsteams aus der Fertigung trafen dann eine weitere Entscheidung – um herauszufinden, ob die Behauptungen des Softwareentwicklers CGTech zu Vericut Force den Tatsachen entsprechen. Mit dem gleichen wissenschaftlichen Ansatz, der auf die übrigen Aktivitäten des Unternehmens angewendet wird, stellten sie die notwendige Zeit und Ressourcen zur Verfügung, um Vericut Force auf die Probe zu stellen.
Gas gegeben
Das iMFLUX-Team machte neun separate Bearbeitungstests, bei denen Bearbeitungszeiten, die Lebensdauer der Werkzeuge und die Temperaturen an Werkzeug und Werkstück bewertet wurden. Durchgehend wurden Trochoidalfräs- und Radial-Spanabtrags-Strategien verwendet, wobei Tests an verschiedenen Hurco-, OKK- und Makino-Modellen durchgeführt wurden. Bemerkenswerte Ergebnisse sind:
- Bei der Bearbeitung eines Werkstücks aus hochlegierten Edelstahl mit HRC48, reduzierte Vericut Force die Bearbeitungszeit von 7:51 auf 4:55 Stunden, was einer Verbesserung von 37% entspricht. Der Bediener benutzte das Wort „sensationell", um den Vericut Force-Werkzeugweg zu beschreiben.
- Bei einem anderen Werkstück aus dem gleichen Material sank die Bearbeitungszeit um mehr als zwei Stunden, wodurch das Unternehmen 1.366 US-Dollar bei einem einzigen Auftrag sparte.
- Mehrere Teile mit relativ einfachen Werkzeugwegen oder einer großen Anzahl von Bohrungen führten zu Einsparungen zwischen 9,7% und 19,9%. Stichprobenartige Inspektionen der Späne zeigten, dass sie „erstaunlich gleich" waren.
- Beim Hartfräsen komplexer Oberflächen in 52 Rc Stavax, ein Werkzeugstahl, verkürzt Vericut Force die Bearbeitungszeit um 51%. Der Maschinist sagte, es sei „die sich am besten anhörende Schruppbearbeitung, die ich jemals in unserem Business gehört habe".
- Bei der Bearbeitung eines P20-Prüfstücks führte Vericut Force zu einer Bearbeitungszeit-Reduktion von 30%. Der Programmierer merkte an, dass Force „eine Menge Zeit und Geld für Werkzeuge und Maschineneingriffe“ sparen würde.
- Vericut Force wurde auch auf ein zuvor schon optimiertes Programm angewendet. Dadurch wurde nicht nur eine sechsstündige Bearbeitungszeit um eine Stunde verkürzt, sondern auch Überlastungen am Werkzeug erfasst und entfernt, die den Fräser mit ziemlicher Sicherheit beschädigt hätte.
Nach jeder Bearbeitung inspizierten die Bediener die Schneidwerkzeuge unter 72-facher Vergrößerung. Bis auf einen Fall zeigten die mit Vericut Force optimierten Werkzeuge weit weniger Verschleiß. Außerdem kam es nie zu Schneidkantenbeschädigungen wie sie bei den nicht optimierten Werkzeugwegen auftraten.
In einem Test, bei dem ein Fehler auftrat, wurde festgestellt, dass ein früherer Bearbeitungsvorgang zu einer Kaltverfestigung geführt hatte. Dadurch war eine Schneide eines 4-schneidigen Werkzeuges beschädigt – am Werkzeug, das nicht mit Vericut Force optimiert worden war, waren gleich alle vier Schneiden beschädigt.
Neben der gleichmäßigeren Beladung des Schneidwerkzeugs und der Beseitigung von Überlastungen, die oft zum Ausfall führen, reduzierte Vericut Force auch die Wärmeentwicklung. Bei der Messung mit einem Infrarot-Thermometer sah das iMFLUX-Team, dass die Testteile beim Trockenschnitt nie 32°C überschritten und die Werkzeuge unter 82°C blieben, eine ideale Temperatur. Im Vergleich dazu erreichen die Teile, die ohne Optimierung durch Vericut Force bearbeitet werden, regelmäßig knapp 150°C, was höchstwahrscheinlich zu der zuvor erwähnten Kaltverfestigung führte. Niedrigere Temperaturen bedeuten auch weniger Wärme im Werkstück und in der Werkzeugmaschine, die beide einen wichtigen Beitrag zur Teilegenauigkeit leisten.
Rückblick
Fertigungs-Ingenieur Gary Bare fasst die Testergebnisse zusammen: „Vericut Force sparte selbst bei den weniger komplexen Bauteilen mindestens 17% ein. Bei den Geometrien, die als komplexer erachtet werden, waren Reduktionen von bis zu 45% typisch." Wie bereits erwähnt, verbesserte Force auch die Werkzeugstandzeit erheblich, mit wenig bis gar keinem Spanbruch oder Kantenabrieb, während die niedrigeren Schnitttemperaturen die thermische Ausdehnung reduzierten. Schließlich resultierten die stabileren Prozesse durch Vericut Force darin, dass das Vertrauen von Bedienern in die Bearbeitung verbessert wurde. iMFLUX schätzt, dass der Return on Investment nur 1,4 Monate betrug und dass die Nichtanwendung von Vericut Force das Unternehmen monatlich 21.000 USD kosten würde.
„Wir haben uns viele Alternativen angeschaut und sind sehr froh, dass wir bei Vericut geblieben sind; besonders angesichts dessen, was wir mit der Optimierung mit Force herausgefunden haben", sagt Bare. „Wir haben alles auf den Tisch gelegt, angekreuzt, was funktioniert hat und was nicht, und dann von dort aus eingegrenzt. Leider haben wir bei der ersten Implementierung Zeit verloren. Aber es ist eine gute Sache, dass wir Vericut wieder in die Gleichung aufnehmen. Wir haben die richtige Wahl getroffen."
Zitate
„Vericut Force sparte selbst bei den einfachen Bauteilen mindestens 17% ein. Bei den Geometrien, die als komplexer erachtet werden, waren Reduktionen von bis zu 45% typisch."
Gary Bare, Fertigungs-Ingenieur iMFLUX Inc.
„Das war die sich am besten anhörende Schruppbearbeitung, die ich jemals in unserem Business gehört habe.“
Maschinist, Fertigung iMFLUX Inc.
Zahlen
Nach 1,4 Monaten
hatte sich der Einsatz des VERICUIT Moduls Force schon rentiert. Seit 2020 setzt das Unternehmen iMFLUX auf die Optimierung mit Vericut Force. 21.000 USD
würde iMFLUX mehr pro Monat aufwenden müssen, würde das Unternehmen ohne die Optimierung mit Vericut Force fertigen müssen.
 Eine um 50%
Eine um 50%
reduzierte Bearbeitungszeit verzeichnete iMFLUX mit Vericut Force beim Hartfräsen komplexer Oberflächen in 52 Rc Stavax.
iMFLUX Inc.
Problem: Zerspanungsraten in der Fertigung müssen erhöht werden
Lösung: Investition in Vericut Force von CGTech – ein physikbasiertes Softwaremodul zur NC-Programmoptimierung, das Schnittbedingungen während des gesamten NC-Programmbetriebs analysiert und optimiert
Ergebnisse: Das Modul Vericut Force reduzierte die Bearbeitungszeiten um mindestens 17 % bei einfachen Bauteilen und um 45 % bei komplexen Geometrien; dazu deutlich erhöhte Werkzeugstandzeiten mit wenig bis gar keinen Ausbrüchen oder Kantenabrieb; und größeres Vertrauen von Maschinisten und Bedienern in die Bearbeitung.
Bildergalerie